設備維護保養制度之建立及電腦化
像馴服一匹野馬
一.前言
設備之正常運轉是確保生產順利、提高品質效率、降低成本最主要因素之一,因之設備
之維護保養即為生產工廠的重大課題。在日本除了大力推行所謂TQC 、QCC 活動外,亦進
行TPM ( TOTAL PRODUCTION MAINTENANCE) 之推廣,無外乎要確保生產順利,並朝" 零故
障" 之最高目標邁進。一般而言一個生產工廠內,其設備繁多、長時間的運轉( 甚至24小
時不停) 及工廠內各種不良的環境,要達" 零故障" 確是一大挑戰,非有一套完整的制度
及方法不可,此亦即日本為何極力推廣TPM 之因。由於設備維護保養是一個長期又繁複的
工作,並且是一再重覆性,很容易造成人員的厭倦感及疏忽,因之若能予以電腦化作業將
可大大節省人力,並能透過電腦大量的資料收集,及做綜合分析,將可更有效更落實做好
設備的維護保養工作,更易達到" 零故障" 的最高目標。
二.設備維護保養制度之建立
設備維護保養制度可分為三大課題: 一為預防保養制度之建立,二為故障之管理及防止
再發生,三為備品管理,另外設備改善亦可列為另一課題,把現有設備經由改善而提升其
等級。
1 .預防保養制度之建立
所謂預防保養制度係經由點檢、保養維護等措施,使設備保持在正常情形下運轉,亦
即設備之狀況均在掌握之中,可隨心所欲的運用生產設備之" 零故障" 最高目標。由上
所述設備繁多、長時間的運轉及工廠內各種不良的環境等因素,若要做的很好、很澈底
,勢必投入大量人力及物力,而有提高成本及落實可行性等之考慮,此並非我們所願,
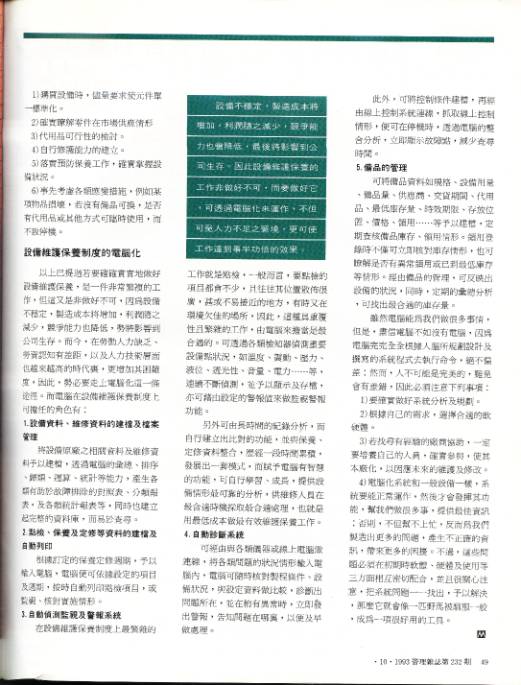
因之如何建立起最適化的預防保養制度才是重點。欲達最適化的預防保養制度不是一蹴
可成,可依推行TQC 活動之手法- PDCA循環方式逐步達到最適化。
P(PLAN) 計劃- 依據設備製造廠商、專家、學者或論文等之建議,擬定點檢、保養
、定修及大修等之週期,並制訂各類點檢之項目方法及標準、保養
定修項目及方法,以及各類表格
D(DO) 執行-
依制訂之表格確實按所定之週期、項目、方法、標準去執行,並做
成記錄
C(CHECK) 檢核- 由執行各類點檢保養定修等後之記錄,予以彙總分析,與當初計劃
時之理念是否吻合,檢討是否須做必要之修正,檢討週期是否合適
會不會太長或太短,項目會不會太多、太少或功能重覆,方法標準
是否正確等
A(ACTION) 行動- 根據檢核的結果,訂定出必要之行動及修正,並做出統計分析結果
,而為下一PDCA循環計劃之參考資料
利用此種PDCA的手法,在初期採較密集的週期進行,可迅速瞭解設備之特性,其劣化
的速率,保養之恢復能力,然後馬上做修正,逐步放寬週期以達最適週期。
2 .故障之管理及防止再發生
故障之發生是在所難免的,即使是高科技且可靠度要求極高的太空工業、核能工業等
都無法避免,但確實做好故障的管理是墊定" 零故障" 的基楚。故障之管理不外乎找出
故障原因及防患對策,一般而言故障的原因可分為七大類,其類別、慨略症狀及對策如
下表
┌──┬─────┬─────────┬─────────────────┐
│項目│ 原 因 │
症 狀 │ 對
策
│
├──┼─────┼─────────┼─────────────────┤
│ 1 │設計不當 │快速劣化且重覆發生│依實際情形向原廠商反應並要求改善或│
│ │ │
│自行重新設計予以修改
│
├──┼─────┼─────────┼─────────────────┤
│ 2 │元件不良 │在正常運作下突然故│更換不良品
│
│ │ │障
│
│
├──┼─────┼─────────┼─────────────────┤
│ 3 │製作安裝有│不能正常運作 │依據圖面或元件之正當用法予以更正 │
│ │誤 │
│
│
├──┼─────┼─────────┼─────────────────┤
│ 4 │軟體有缺陷│在某種情形下會有不│根據實際發生情形找出程式內有問題部│
│ │ │正常狀況 │份予以做合理之修改
│
├──┼─────┼─────────┼─────────────────┤
│ 5 │操作不當 │有明顯超出原先設備│訓練操作人員確實瞭解設備特性,熟悉│
│ │ │容量之損壞或造成保│操作方法及訂定作業標準,另檢討透過│
│ │ │護措施之動作 │修改PLC程式增加互鎖(INTERLOCK)功能│
│ │ │
│,防患操作不當
│
├──┼─────┼─────────┼─────────────────┤
│ 6 │維護不當 │劣化迅速有明顯失油│確實做好預防保養工作 │
│ │ │不正常磨耗、鬆動、│
│
│ │ │不準確 │
│
├──┼─────┼─────────┼─────────────────┤
│ 7 │元件壽命 │有明顯的磨耗過度或│確實做好預防保養工作,於定修保養時│
│ │ │老舊
│予以更新
│
└──┴─────┴─────────┴─────────────────┘
一般而言,設備開始運轉生產的初期,大約在半年至一年的時間,一定要把1 至4 項
的問題都找出並予以解決,因為在這段時間裡各類的生產種類、條件、方式、變化都會
去碰到,也就有機會發覺出這些問題,若能找出其真正的原因並予以解決,以後再發生
的可能性並不會很高,同時在這一段時間內要去確實瞭解設備的特性,熟悉操作方法,
也把操作不當的因素減到最少,再來只剩下預防保養的工作,就易達到零故障的的最高
目標。
欲做好瞭解故障之因及防止再發生,並不是一件容易之事,尤其希望在一年內完成,
非全心全力投入不可,且應做到下述幾點:
1 ) 必須徹底瞭解設備,包含機構、設計依據、動作原理、控制及電機系統、有關之
軟體程式
2 ) 要把設備原廠資料詳加瞭解後,整理歸類消化成易於故障查尋及排除用之資料,
使之本土化
3 ) 維修記錄要詳細,必須包含有
故障情形
在什麼情況下,在什麼部位有什麼樣的狀況
故障排除經過
即查尋的過程,檢查過那些位置,測量過那些點,參考那些圖面,如何判斷原
因之所在,如何排除故障
花費之時間及人物力
故障排除後之驗收
故障排除後應經操作人員實際操作,確認恢復原來性能及功能,才算是完整之
故障排除
4 ) 維修記錄要予以分類歸檔,並每隔一段時間應做彙總分析
3 .備品管理
備品管理是一門很大的學問,若沒有好好規劃,不是備了一大堆積壓成本且又派用不
上場,就是壞了找不備品而造成停機待零件。下述之一些原則將有助於做好備品管理的
規劃工作:
1
) 購買設備時盡量要求使元件單一標準化
2 ) 確實瞭解零件在市場供應情形
3 ) 代用品可行性之檢討
4 ) 自行修護的能力之建立
5 ) 落實預防保養工作,確實掌握設備狀況
6 ) 事先考慮各類之應變措施,如什麼東西壞了若沒有備品可換,是否有代用品或其他
方式可臨時使用,而不致停機
三.設備維護保養制度之電腦化
由上已提過若要確確實實去做好設備維護保養,是一件非常繁複的工作,但是此又是
非做好不行,因為設備不穩定,製造成本將增加,利潤降低,競爭能力也降低,勢將影
嚮到公司的生存。而今,在勞動人力缺乏、勞資認知有差距,以及人力技術層面也越來
越高的時代裡,更加其困難,因之勢必要走上電腦化這條途逕。而電腦在設備維護保養
制度上可擔任之角色有:
1 . 設備資料維修資料之建檔及檔案管理
將設備原廠之相關資料及維修資料予以建檔,透過電腦的彙總、排序、歸類、運算
、統計等能力,產生各類有助於故障排除之對照表、分類報表,及各類之統計報表
等,同時也建立起完整的資料庫,而易於查尋。
2 . 點檢保養定修等資料之建檔及自動列印
根據訂定之保養定修週期予以輸入電腦,電腦便可依據設定之項目及週期,按時自
動列印點檢項目,或監視核對實施情形。
3 . 自動偵測監視及警報系統
在設備維護保養制度上最繁雜的工作就是點檢,一般而言,要點檢的項目都會不少
,且往往其位置散佈很廣,甚或不易接近的地方,有時又在環境欠佳的場所,因之
此種重覆性又繁雜的工作由電腦來擔當是最合適的,可透過各類檢知器偵測重要設
備點之狀況如溫度、震動、壓力、液位、透光性、音量、電力﹒﹒﹒等,連續不斷
偵測並予顯示及存檔,可藉由設定之警報值來做監視警報功能,另可由長時間之記
錄分析而自行建立出比對之功能,並與保養定修資料整合,經一段時間之累積可發
展出一套模式,而賦予電腦有智慧之功能,可自行學習成長,提供設備情形之最可
靠分析,供維修人員在最合適時機採取最合適處理,亦即用最低成本做最有效維護
保養工作。
4 . 自動診斷系統
可經由與各類儀器或線上電腦做連線,將各類問題之狀況情形輸入電腦內,因此電
腦可隨時核對製程條件、設備狀況,與設定資料做比較,可診斷出問題之所在,並
可在稍有異常時,即發出警報,告之問題在那裡,及早做處理。另可將控制條件建
檔,再經由線上控制系統連線,抓取線上控制情形,便可在停機時,可透過電腦之
整合分析立即顯示故障點,減少查尋時間。
5 . 備品之管理
可將備品資料如規格、設備用量、備品量、供應商、交貨期間、代用品、最低庫存
量、時效期限、存放位置、價格、領用﹒﹒﹒等予以建檔,可定期核備品庫存、領
用情形,於領用登錄時亦可立即核對庫存情形,是否有異常領用、是否已到最低庫
存。經由備品之管理,可反應出設備之狀況,同時經定期之彙總分析,可找出最合
適之庫存量。
電腦雖然能為我們做很多事情,但是盡信電腦不如沒有電腦,因為電腦完完全全根據
人腦所規劃設計系統及所撰寫之程式去執行,絕不偏差,可是人不可能是完美的,難免
會有錯,因之須注意下列事項:
1 . 要確實做好系統分析及規劃
2 . 根據自已之需求選擇合適之軟硬體
3 . 若找尋有經驗之廠商協助,一定要培養自已之人員,確實參與使之本廠化,以應未
來之維護及修改
4 . 電腦化系統跟一般設備一樣,系統要能正常運作,然後才會發揮其功能,幫我們做
很多事,提供最佳資訊,否則電腦不但幫不上忙,反而為我們製造出更多的問題,
產生不正確的資訊,帶來更多的困擾。不過這些問題,只要在初期軟體、硬體及使
用等三部份人員必須互相密切配合,要很關心很注意,把系統之問題一一找出並予
以解決,然後像一匹野馬被馴服後般,就會成為一個很好用之工具。